0
ُ��܇
1,��ABB�C(j��)���˾��Ъ�(d��)���S����
2����(d��)���SIndependent Axis������������ɷ��棺
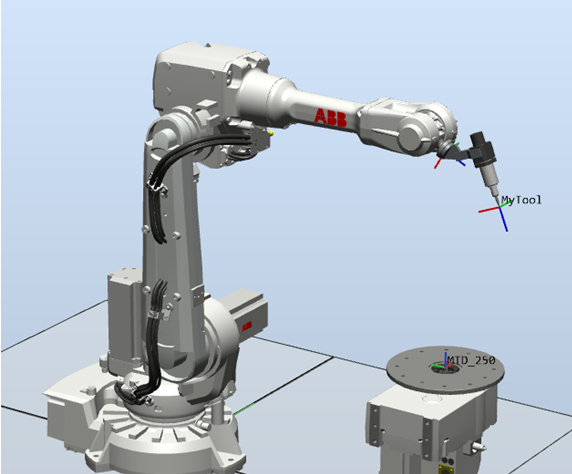
ij��(g��)�S���ԟo�����D(zhu��n),������6�S�o�����D(zhu��n)�����ĥ�^,������ij��(g��)���S�o�����D(zhu��n)�������D(zhu��n)�_(t��i)�ӳ�һ��(g��)������Ĺ�����,�����ԅ����ĺ�ġ���(d��)���S�O(sh��)�ü�ʹ�á�
ͨ�����S�c���w(li��n)��(d��ng),�����S����(bi��o)ӛ����C(j��)����Robtarget�����S��(sh��)��(j��)�У��˕r(sh��)�\(y��n)��(d��ng)ָ��,�����S�c���w(li��n)��(d��ng),����ϣ�����S��(zh��)�������΄�(w��)��ͬ�r(sh��)��(zh��)��һ�(xi��ng)�C(j��)�����΄�(w��)���Ķ���(ji��)ʡ���ڕr(sh��)�g,���t����ʹ��ԓ����,����(ji��n)��֮�����ǙC(j��)�������Լ���,�����S���Լ���,���C(j��)���˲���Ҫ�ȵ����S�������\(y��n)��
������Ҫ��B�����ڶ��N����,�����\(y��n)�����S��ͬ�r(sh��)�C(j��)�����\(y��n)�У������S�c�C(j��)���˱��w��ͬ��(li��n)��(d��ng),��
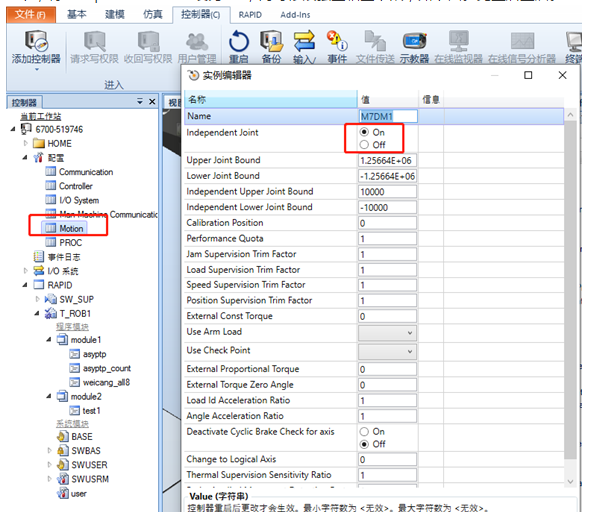
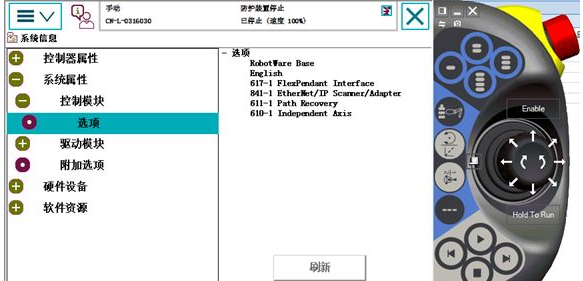
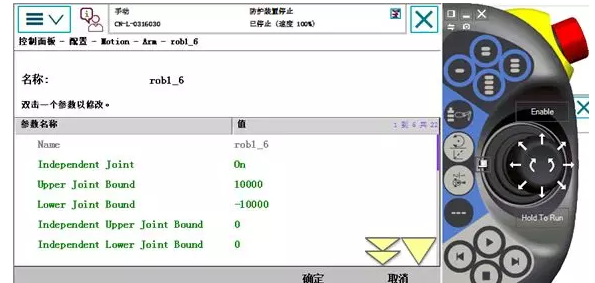
ʹ�ê�(d��)���S����,���C(j��)����Ҫ��Independent Axes [610-1]�x�(xi��ng)�������ڿ������-���õ�Motion�е�Arm��,����Independent Joint�O(sh��)��On,��ͬ�r(sh��)�Ī�(d��)���S�����ޣ����D,���������؆�,��
����ϣ���C(j��)�������D�����S�_ʼ���D(zhu��n)��(du��)���S�Ϲ����ӹ������S��ͣ��,�����ߙC(j��)���ˆ���(d��ng)���S���D(zhu��n)��ȥ�������΄�(w��),���o��ȴ����S�D(zhu��n)��λ����Ό�(sh��)�F(xi��n),��
��(d��)���S���P(gu��n)ָ�����£�
ע��,��ʹ�ê�(d��)���S�r(sh��)�����S��(sh��)��(j��)���Ҫ��,�����ܞ�9E9,������(sh��)�H�ڪ�(d��)���S�\(y��n)��(d��ng)�r(sh��)�����S��λ��ֱ�������P(gu��n)ָ�����,������robtarget������S��(sh��)��(j��)����,��
CONST robtarget p100:=[[1635.71,0,2005],[0.5,0,0.866025,0],[0,0,0,0],[100,9E+09,9E+09,9E+09,9E+09,9E+09]];
!���ϵ����S��(sh��)��(j��)100һ��Ҫ�У�������9E9
PROC test1()
ActUnit M7DM1;
!�������S
IndAMove M7DM1,1\ToAbsNum:=10,2;
!�ГQ���S�骚(d��)���Sģʽ
!7�S�D(zhu��n)��10��,���ٶȞ�2��/s,���˕r(sh��)���õ����S�D(zhu��n)��λ���C(j��)���˿����^�m(x��)�\(y��n)��
MoveL p100,v100,fine,tool0\WObj:=wobj0;
!���S�ڪ�(d��)���Sģʽ,����p100�е����Sֵ������9E+09,����t��(hu��)��(b��o)�e(cu��)���@���100�]�����x
MoveL offs(p100,100,0,0),v50,fine,tool0\WObj:=wobj0;
WaitUntil IndInpos(M7DM1,1)=TRUE;
!��7�S��λ�ã�֮ǰ�O(sh��)����10�ȣ�
WaitTime 0.2;
IndAMove M7DM1,1\ToAbsNum:=0,10;
!7�S�D(zhu��n)��0��,���ٶ�10��/s
WaitUntil IndInpos(M7DM1,1)=TRUE;
WaitTime 0.2;
ENDPROC
��(d��)���S�O(sh��)�ü�ʹ��
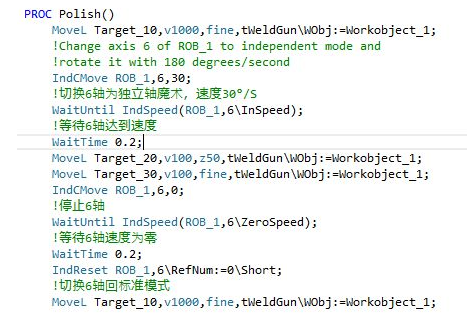
1���F(xi��n)��(ch��ng)�����д�ĥ��ˇ,������ʡȥ��ĥ늙C(j��)��ֱ����6�S�(q��)��(d��ng),����?y��n)���Փ�?�S���ԟo�����D(zhu��n),������׃λ�C(j��)ijһ�S�o��ѭ�h(hu��n),��
2��Ҫ�o�����D(zhu��n),����Ҫ���x�(xi��ng)610-1Independent Axis
3���e��6�S�o�����D(zhu��n)
4���������-���ã��x��motion,��arm���ҵ�6�S,����������independentjoint,��Ȼ���؆�
5���������³���



 ��������
�������� ��(hu��)�T����
��(hu��)�T���� �ھ��ͷ�
�ھ��ͷ�